汽轮发电机密封瓦燕尾槽的超声相控阵检测
然而,由于密封油系统的复杂性加大了运行的难度,所以密封瓦磨损脱黏的事故频发,我们该如何对密封瓦脱黏缺陷进行有效的检测呢?西安热工研究院有限公司和西安益通热工技术服务有限责任公司的检测人员们尝试采用超声相控阵检测方法,效果如何呢?我们来详细了解一下。

密封瓦燕尾槽合金层产生脱黏缺陷的原因有:
① 制造过程中的机加工切削速度和切削量失控会使背衬材料存在内应力,浇铸前并未去除局部应力;
② 背衬材料表面存在毛刺、尖角、裂纹、缩松、夹渣等缺陷,严重影响了结合面的粗糙度;
③ 背衬材料表面沾污及浇铸温度过低使合金层与基体黏合不良;
④ 在运行交变载荷及热膨胀应力的作用下,结合面处缺陷或局部结合不良部位的巴氏合金面积发生扩展,并逐渐从衬背上脱落。
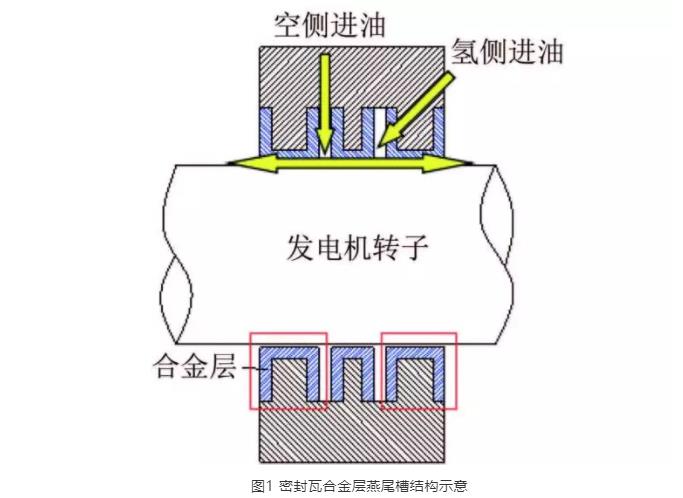
密封瓦基体为高锡青铜材料,外部由锡基巴氏合金层(ZSnSb8Cu4)包裹,合金厚度约为3mm。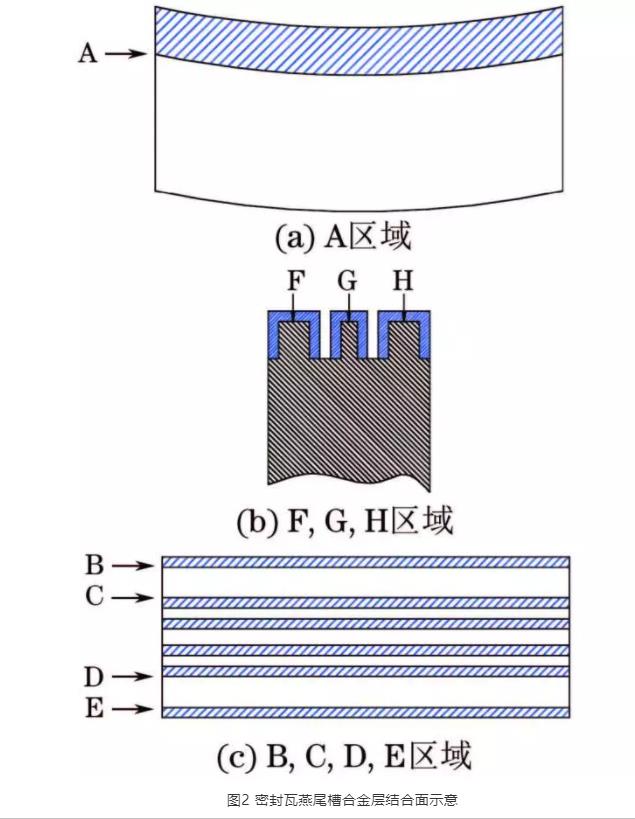
高压油分别通过空气侧的竖直孔和氢气侧的斜孔进入密封瓦中,并受压力作用,在密封瓦合金层与发电机转子之间的缝隙形成油膜,密封作用最重要的区域位于合金层两侧,即图2中B,C,F,D,E,H区域。因此,密封瓦燕尾槽在制造及运行检测过程中,合金层的脱黏缺陷是无损检测的重点关注区域。
针对合金层脱黏缺陷的检测,通常采用直探头和双晶直探头,但由于密封瓦燕尾槽的结构特殊,双晶直探头不能在结合面聚焦,对于结合面C,D更是无法检测。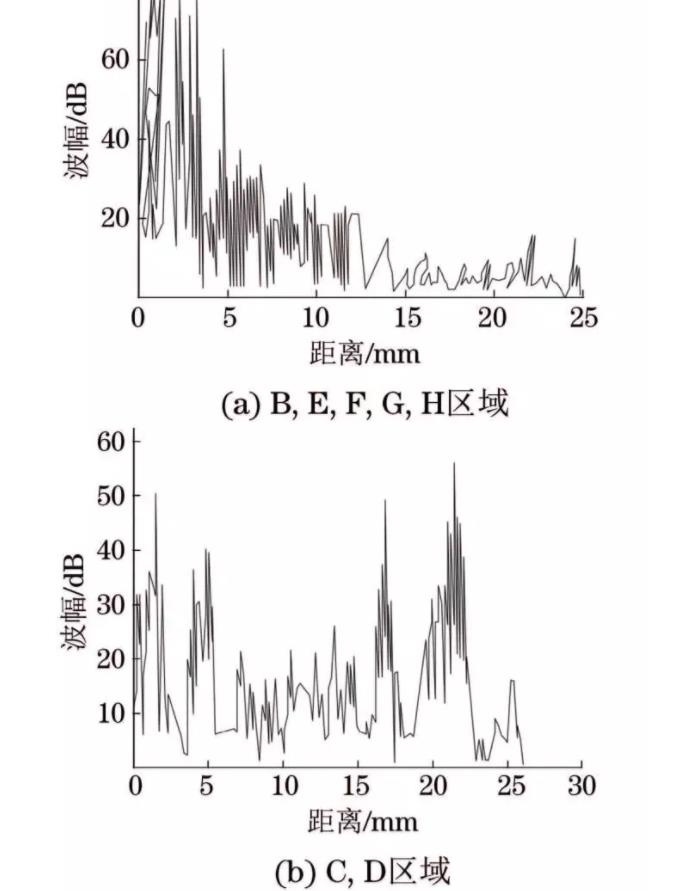
由图3可以看出,脱黏缺陷回波较难分辨。这是由于当合金层厚度范围在1~5mm时,合金层界面处于盲区与近场区内,盲区内缺陷无法识别,近场区内缺陷回波易受近场和信噪比的干扰,缺陷极易漏检。因此,目前对密封瓦合金层的常规无损检测方法为表面渗透检测,该检测方法作为检查结合面脱黏缺陷的补充手段,只可对合金层与瓦背结合线的表面开口型缺陷进行检测,而对于更为严重的早期内部脱黏缺陷却无法检测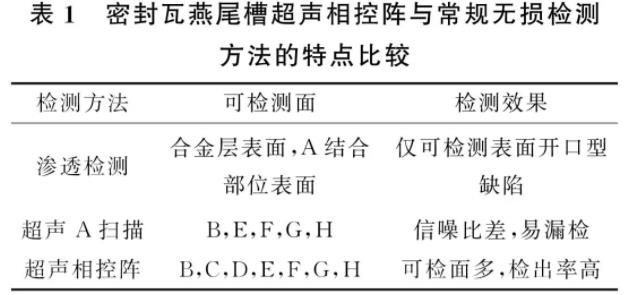
密封瓦燕尾槽采用超声相控阵检测具有可检面多、检出率高的优点。这是由于超声相控阵的多个压电晶片按一定的规律分布排列,通过设定相应的聚焦法则,逐次按预先规定的延迟时间激发各个晶片,使入射超声波形成一个整体波阵面,有效地控制发射声束(波阵面)的形状和方向(见下图),实现超声波波束的偏转与聚焦,提高缺陷的检出率;并可以根据需要设置超声波入射角度范围,对常规超声方法难以检测的复杂结构和受限区域进行检测。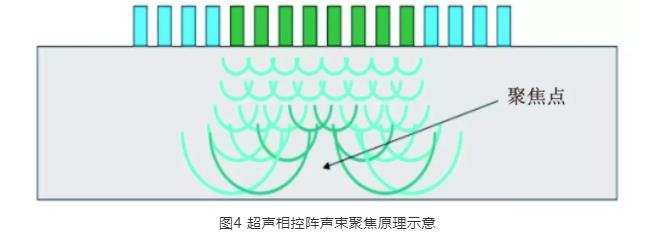
密封瓦合金层检测时可以利用超声相控阵的聚焦功能,使用线阵探头,对结合面C,D深度位置进行聚焦,实现该区域的扫查检测。超声波声束由巴氏合金层进入铜基体,在合金层与铜基体界面(B,E结合面)发生透射与反射,一次反射回波被探头接收形成一次界面波图像;一次透射波穿过铜基体,并在铜基体与合金层的界面(C,D结合面)再次发生透射与反射,二次反射回波形成二次界面波图像,二次透射波最终到达底面,形成底面回波图像。
密封瓦燕尾槽合金层产生脱黏缺陷的原因有:
① 制造过程中的机加工切削速度和切削量失控会使背衬材料存在内应力,浇铸前并未去除局部应力;
② 背衬材料表面存在毛刺、尖角、裂纹、缩松、夹渣等缺陷,严重影响了结合面的粗糙度;
③ 背衬材料表面沾污及浇铸温度过低使合金层与基体黏合不良;
④ 在运行交变载荷及热膨胀应力的作用下,结合面处缺陷或局部结合不良部位的巴氏合金面积发生扩展,并逐渐从衬背上脱落。
文章题目:汽轮发电机密封瓦燕尾槽的超声相控阵检测
标题路径:/hangye/fadianji/n55902.html
声明:本网站发布的内容(图片、视频和文字)以用户投稿、用户转载内容为主,如果涉及侵权请尽快告知,我们将会在第一时间删除。文章观点不代表本网站立场,如需处理请联系客服。电话:028-86922220;邮箱:631063699@qq.com。内容未经允许不得转载,或转载时需注明来源: 创新互联
柴油发电机相关推荐

我想展现柴油发电机信息
加入柴油发电机信息推广
免费获取柴油发电机推广方案
- 姓名:
- 电话:
- 需求:


